Which Products Do I Need
Adam2020-01-09T12:35:24-05:00Which Du-Lite Products Do I Need to Use for My Metal Blackening Project?
Depending on the type of metal you are blackening you would need to use specific Du-Lite products in your tanks.
Please select the type of metal you wish to blacken from the tabs below and a listing of the chemicals and the required steps for your specific blackening process will be listed.
Click on any of the tanks from the drop-down list and learn more about the product and place your order into your shopping cart without ever leaving this page.
If you have any questions on using any of our products, please refer to the complete operating instructions found HERE.
- For Blackening Regular Steel
- For Blackening Steel with a Rockwell Hardness of 32 or Higher
- For Blackening 300 Series Stainless Steel
- For Blackening 400 Series Stainless Steel
- For Blackening Cast or Malleable Iron and MIM Parts
- For Blackening Nickel Alloys
- For Blackening M1 & M14 Gas Ports
- For Blackening Winchester Post ’64 Model 94 Receivers
- For Manganese or Zinc Phosphate on Regular Steel
 Tank 1
Tank 1
#45 Cleaner- Tank 2
Warm Water Rinse - Tank 3
Oxiblak
Blackening
Salts 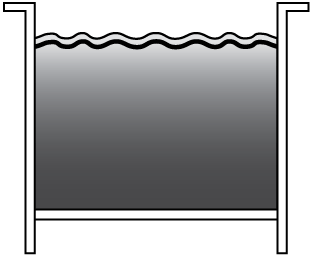 Tank 4
Tank 4
Cold Water Rinse- Tank 5
Kwikseal - or Tank 5
RG-55 Water
Displacing Rust
Preventative Oil

Du-Lite #45 Cleaner


$250.00 – $1,175.00Price range: $250.00 through $1,175.00
Du-Lite #45 Cleaning Compound
Removal of oil, grease, buffing compounds, rust, scale and heat discoloration from welding processes is essential for high-quality finishing. To clean your parts properly before black oxide finishing, Du-Lite recommends one of our alkaline soak cleaners
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB AND 2,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite #45 Cleaner, High Caustic Soak, Heavy Duty soak cleaner for use on all metals except aluminum.
Du-Lite’s best heavy duty hot alkaline soak cleaner. Removes oils, greases and contaminants from steel and ferrous alloys. Mix the cleaner 12 oz. per gallon and operate at a temperature of 150 degrees-160 degrees F – cleaning time 2-15 minutes.
Du-Lite ships the #45 Cleaner in heavy duty industrial 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon containers have heavy duty plastic covers with locking bands.This will protect the cleaner from contamination and moisture for several years.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 2,000 lb., 25 lb., 250 lb., 125 lb., 45 lb., 500 lb. |
Be the first to review “Du-Lite #45 Cleaner” Cancel reply
You must be logged in to post a review.
For 250 and 500 Pound Containers Please Call for Freight Pricing
For 1,000, lb, and 2,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.

Du-Lite Oxiblak Black Oxide Salts

$250.00 – $1,400.00Price range: $250.00 through $1,400.00
Du-Lite, Oxiblak, Black Oxide Blackening Compound for blackening cold rolled and regular steel.
Du-Lite ships Oxiblak in heavy duty industrial 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon pails have drive on locking covers and the 55 gallon drums have heavy duty plastic covers with locking bands. This will protect the blackening compound salts from contamination and moisture for several years.
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB AND 2,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite Black Oxide Salts for blackening cold rolled and regular steel. Used In Gas Heated Black Oxide Systems.
Du-Lite ships Oxiblak in heavy duty industrial 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon pails have drive on locking covers and the 55 gallon drums have heavy duty plastic covers with locking bands. This will protect the blackening compound salts from contamination and moisture for several years.
Steel firearm parts black oxided using Du-Lite’s Oxiblak process.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 2,000 lb., 25 lb., 125 lb., 250 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite Oxiblak Black Oxide Salts” Cancel reply
You must be logged in to post a review.
For 500 and 200 Pound Containers Please Call for Freight Pricing
For 1,000, lb, and 2,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.


Kwikseal Firearm Lubricant and Rust Preventive Oil

$14.95 – $269.75Price range: $14.95 through $269.75
Du-Lite Kwikseal Firearm Lubricant and Rust Preventive Oil Provides Protection for Up to 12 Months!
70% of USA Firearms Manufactures use Du-Lite Kwikseal Rust preventative lubricating oils to protect their firearms that are being shipped to dealers and distributors sold in 11 oz Aerosol, Pints, Quarts, 1 Gallon, 5 Gallon, and 30 Gallon containers. 90% of orders are shipped the same day they are received.
If most of the top firearm manufacturers in the USA TRUST Du-Lite’s Kwikseal Oil, SO SHOULD YOU!
CALL for Pricing on 30 and 55 Gallons Sizes
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite Kwikseal Firearm Lubricant and Rust Preventive Oil Provides Protection for Up to 12 Months!
70% of USA Firearms Manufactures use Du-Lite Kwikseal Rust preventative lubricating oils to protect their firearms that are being shipped to dealers and distributors sold in 11 oz Aerosol, Pints, Quarts, 1 Gallon, 5 Gallon, and 30 Gallon containers. 90% of orders shipped the same day they are received.
Past and Present Customers of Du-Lite Include:
- Bell Helicopter – Fort Worth, TX
- Aers Defense System – Melborne, FL
- Sikorsky Aircraft – Stratford, CT
- General Dynamics – Saco, ME
- FBI – Quantico, VA
- Quantico Marine Corp – Quantico, VA
- US Army Camp Stanley – Boerne, TX
- Barrett Firearms – Murfreesboro, TN
- Sturm, Ruger & Co. Firearms – Prescott, AZ and Newport, NH
- Kimber America – Yonkers, NY
- Henry Repeating Arms – Bayonne, NJ
- Kel-Tech CNC – Cocoa, FL
- Les Baer Custom Inc. – LeClaire, IA
- Weatherby Gun – Paso Robles, CA
- Ithaca Gun Company, Upper Sandusky, OH
- Canadian Mounted Police – CanadaIndo-Mim – India
- Faradyne Motors – China
If most of the top firearm manufacturers in the USA TRUST Du-Lite’s Kwikseal Oil, SO SHOULD YOU!
Additional information
| Weight | N/A |
|---|---|
| Size | 11 oz. Aerosol Can, 4 oz Aerosol, 5 Gallon, 55 Gallon, 8 oz. Aerosol, Case of Twelve 11 oz Aerosol Cans, Gallon, Pint, Quart, 30 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Kwikseal Firearm Lubricant and Rust Preventive Oil” Cancel reply
You must be logged in to post a review.
CALL for Pricing on 30 and 55 Gallons Sizes

Du-Lite RG-55: Penetrating Rust Preventative Lubricant

$14.95 – $269.75Price range: $14.95 through $269.75
Du-Lite RG-55: Penetrates rust and corrosion leaving a highly protective film
Du-Lite Kwikseal RG-55 Penetrates rust and corrosion leaving a highly protective film.
For your convenience, RG-55 is also available in Pints, Quarts, Gallons, 5 Gallon, and 30 Gallon Drums.
CALL for Pricing on 30 and 55 Gallons Sizes
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite RG-55: Penetrates rust and corrosion leaving a highly protective film
Penetrates rust and corrosion leaving a highly protective film. For your convenience, RG-55 is also available in Pints, Quarts, Gallons, 5 Gallon and 30 Gallon Drums.
Additional information
| Weight | N/A |
|---|---|
| Size | 11 oz Aerosol Can, 5 Gallon, 55 Gallon, Case of Twelve 11 oz Aerosol Cans, Gallon, Pint, Quart, 30 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite RG-55: Penetrating Rust Preventative Lubricant” Cancel reply
You must be logged in to post a review.
CALL for Pricing on 30 and 55 Gallons Sizes
- Tank 1
#45 Cleaner - Tank 2
Warm Water Rinse - Tank 3
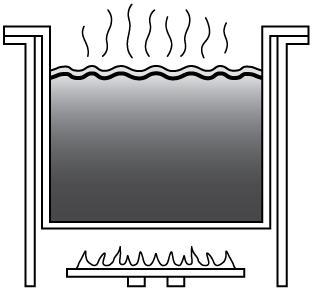
Oxiblak Blackening Salts at 290° - Tank 4
Oxiblak Blackening Salts at 301° - Tank 5
Cold Water Rinse - Tank 6
Kwikseal - or Tank 6
RG-55 Water Displacing
Rust Preventative Oil
Du-Lite #45 Cleaner
$250.00 – $1,175.00Price range: $250.00 through $1,175.00
Du-Lite #45 Cleaning Compound
Removal of oil, grease, buffing compounds, rust, scale and heat discoloration from welding processes is essential for high-quality finishing. To clean your parts properly before black oxide finishing, Du-Lite recommends one of our alkaline soak cleaners
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB AND 2,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite #45 Cleaner, High Caustic Soak, Heavy Duty soak cleaner for use on all metals except aluminum.
Du-Lite’s best heavy duty hot alkaline soak cleaner. Removes oils, greases and contaminants from steel and ferrous alloys. Mix the cleaner 12 oz. per gallon and operate at a temperature of 150 degrees-160 degrees F – cleaning time 2-15 minutes.
Du-Lite ships the #45 Cleaner in heavy duty industrial 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon containers have heavy duty plastic covers with locking bands.This will protect the cleaner from contamination and moisture for several years.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 2,000 lb., 25 lb., 250 lb., 125 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite #45 Cleaner” Cancel reply
You must be logged in to post a review.
For 250 and 500 Pound Containers Please Call for Freight Pricing
For 1,000, lb, and 2,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
Du-Lite Oxiblak Black Oxide Salts
$250.00 – $1,400.00Price range: $250.00 through $1,400.00
Du-Lite, Oxiblak, Black Oxide Blackening Compound for blackening cold rolled and regular steel.
Du-Lite ships Oxiblak in heavy duty industrial 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon pails have drive on locking covers and the 55 gallon drums have heavy duty plastic covers with locking bands. This will protect the blackening compound salts from contamination and moisture for several years.
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB AND 2,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite Black Oxide Salts for blackening cold rolled and regular steel. Used In Gas Heated Black Oxide Systems.
Du-Lite ships Oxiblak in heavy duty industrial 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon pails have drive on locking covers and the 55 gallon drums have heavy duty plastic covers with locking bands. This will protect the blackening compound salts from contamination and moisture for several years.
Steel firearm parts black oxided using Du-Lite’s Oxiblak process.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 2,000 lb., 25 lb., 125 lb., 250 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite Oxiblak Black Oxide Salts” Cancel reply
You must be logged in to post a review.
For 500 and 200 Pound Containers Please Call for Freight Pricing
For 1,000, lb, and 2,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
Du-Lite Oxiblak Black Oxide Salts
$250.00 – $1,400.00Price range: $250.00 through $1,400.00
Du-Lite, Oxiblak, Black Oxide Blackening Compound for blackening cold rolled and regular steel.
Du-Lite ships Oxiblak in heavy duty industrial 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon pails have drive on locking covers and the 55 gallon drums have heavy duty plastic covers with locking bands. This will protect the blackening compound salts from contamination and moisture for several years.
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB AND 2,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite Black Oxide Salts for blackening cold rolled and regular steel. Used In Gas Heated Black Oxide Systems.
Du-Lite ships Oxiblak in heavy duty industrial 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon pails have drive on locking covers and the 55 gallon drums have heavy duty plastic covers with locking bands. This will protect the blackening compound salts from contamination and moisture for several years.
Steel firearm parts black oxided using Du-Lite’s Oxiblak process.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 2,000 lb., 25 lb., 125 lb., 250 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite Oxiblak Black Oxide Salts” Cancel reply
You must be logged in to post a review.
For 500 and 200 Pound Containers Please Call for Freight Pricing
For 1,000, lb, and 2,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
Kwikseal Firearm Lubricant and Rust Preventive Oil
$14.95 – $269.75Price range: $14.95 through $269.75
Du-Lite Kwikseal Firearm Lubricant and Rust Preventive Oil Provides Protection for Up to 12 Months!
70% of USA Firearms Manufactures use Du-Lite Kwikseal Rust preventative lubricating oils to protect their firearms that are being shipped to dealers and distributors sold in 11 oz Aerosol, Pints, Quarts, 1 Gallon, 5 Gallon, and 30 Gallon containers. 90% of orders are shipped the same day they are received.
If most of the top firearm manufacturers in the USA TRUST Du-Lite’s Kwikseal Oil, SO SHOULD YOU!
CALL for Pricing on 30 and 55 Gallons Sizes
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite Kwikseal Firearm Lubricant and Rust Preventive Oil Provides Protection for Up to 12 Months!
70% of USA Firearms Manufactures use Du-Lite Kwikseal Rust preventative lubricating oils to protect their firearms that are being shipped to dealers and distributors sold in 11 oz Aerosol, Pints, Quarts, 1 Gallon, 5 Gallon, and 30 Gallon containers. 90% of orders shipped the same day they are received.
Past and Present Customers of Du-Lite Include:
- Bell Helicopter – Fort Worth, TX
- Aers Defense System – Melborne, FL
- Sikorsky Aircraft – Stratford, CT
- General Dynamics – Saco, ME
- FBI – Quantico, VA
- Quantico Marine Corp – Quantico, VA
- US Army Camp Stanley – Boerne, TX
- Barrett Firearms – Murfreesboro, TN
- Sturm, Ruger & Co. Firearms – Prescott, AZ and Newport, NH
- Kimber America – Yonkers, NY
- Henry Repeating Arms – Bayonne, NJ
- Kel-Tech CNC – Cocoa, FL
- Les Baer Custom Inc. – LeClaire, IA
- Weatherby Gun – Paso Robles, CA
- Ithaca Gun Company, Upper Sandusky, OH
- Canadian Mounted Police – CanadaIndo-Mim – India
- Faradyne Motors – China
If most of the top firearm manufacturers in the USA TRUST Du-Lite’s Kwikseal Oil, SO SHOULD YOU!
Additional information
| Weight | N/A |
|---|---|
| Size | 11 oz. Aerosol Can, 4 oz Aerosol, 5 Gallon, 55 Gallon, 8 oz. Aerosol, Case of Twelve 11 oz Aerosol Cans, Gallon, Pint, Quart, 30 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Kwikseal Firearm Lubricant and Rust Preventive Oil” Cancel reply
You must be logged in to post a review.
CALL for Pricing on 30 and 55 Gallons Sizes
Du-Lite RG-55: Penetrating Rust Preventative Lubricant
$14.95 – $269.75Price range: $14.95 through $269.75
Du-Lite RG-55: Penetrates rust and corrosion leaving a highly protective film
Du-Lite Kwikseal RG-55 Penetrates rust and corrosion leaving a highly protective film.
For your convenience, RG-55 is also available in Pints, Quarts, Gallons, 5 Gallon, and 30 Gallon Drums.
CALL for Pricing on 30 and 55 Gallons Sizes
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite RG-55: Penetrates rust and corrosion leaving a highly protective film
Penetrates rust and corrosion leaving a highly protective film. For your convenience, RG-55 is also available in Pints, Quarts, Gallons, 5 Gallon and 30 Gallon Drums.
Additional information
| Weight | N/A |
|---|---|
| Size | 11 oz Aerosol Can, 5 Gallon, 55 Gallon, Case of Twelve 11 oz Aerosol Cans, Gallon, Pint, Quart, 30 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite RG-55: Penetrating Rust Preventative Lubricant” Cancel reply
You must be logged in to post a review.
CALL for Pricing on 30 and 55 Gallons Sizes
- Tank 1
#45 Cleaner - Tank 2
Warm Water Rinse - Tank 3
3-0 Activator - Tank 4
Cold Water Rinse - Tank 5
3-0 Black Oxide Salts - Tank 6
Cold Water Rinse - Tank 7
Kwikseal - or Tank 7
RG-55 Water Displacing
Rust Preventative Oil
Du-Lite #45 Cleaner
$250.00 – $1,175.00Price range: $250.00 through $1,175.00
Du-Lite #45 Cleaning Compound
Removal of oil, grease, buffing compounds, rust, scale and heat discoloration from welding processes is essential for high-quality finishing. To clean your parts properly before black oxide finishing, Du-Lite recommends one of our alkaline soak cleaners
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB AND 2,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite #45 Cleaner, High Caustic Soak, Heavy Duty soak cleaner for use on all metals except aluminum.
Du-Lite’s best heavy duty hot alkaline soak cleaner. Removes oils, greases and contaminants from steel and ferrous alloys. Mix the cleaner 12 oz. per gallon and operate at a temperature of 150 degrees-160 degrees F – cleaning time 2-15 minutes.
Du-Lite ships the #45 Cleaner in heavy duty industrial 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon containers have heavy duty plastic covers with locking bands.This will protect the cleaner from contamination and moisture for several years.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 2,000 lb., 25 lb., 250 lb., 125 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite #45 Cleaner” Cancel reply
You must be logged in to post a review.
For 250 and 500 Pound Containers Please Call for Freight Pricing
For 1,000, lb, and 2,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.

Du-Lite 3-0 Activator

$250.00 – $1,725.00Price range: $250.00 through $1,725.00
Du-Lite 3-0 Activator
Acidic Activator that activates 300 series stainless steel before blackening with 3-0 process. We offer 3-0 Activator in the following sizes: 25 lbs., 45 lbs., 250 lbs., 500 lbs., and 1000 lbs.
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite 3-0 Activator
Acidic Activator that activates 300 series stainless steel before blackening with 3-0 process. We offer 3-0 Activator in the following sizes: 25 lbs., 45 lbs., 250 lbs., 500 lbs., and 1000 lbs.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 25 lb., 125 lb., 250 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite 3-0 Activator” Cancel reply
You must be logged in to post a review.
For 500 and 200 Pound Containers Please Call for Freight Pricing
For 1,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.


Du-Lite 3-0 Salts

$262.50 – $1,750.00Price range: $262.50 through $1,750.00
Du-Lite 3-0, Black Oxide Salts for blackening 300 and 400 series stainless steel, Post ’64M94 Winchester receivers, malleable and cast iron.
Du-Lite 3-0 Salts are available in 25 lb to 2,000 lb heavy duty containers. The 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon have heavy duty plastic covers with locking bands. This will protect the blackening compound salts from contamination and moisture for several years.
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB AND 2,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite 3-0 Salts for blackening 300 and 400 series stainless steel, Post ’64M94 Winchester receivers, malleable and cast iron.
Du-Lite 3-0 Salts are available in 25 lb to 2,000 lb heavy duty containers. The 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon have heavy duty plastic covers with locking bands. This will protect the blackening compound salts from contamination and moisture for several years.

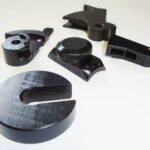
The buckle is made out of 400 series stainless and the screws are made from
300 series stainless steel. Both items have been black oxided using Du-Lite’s 3-0 Salts.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 2,000 lb., 25 lb., 125 lb., 250 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite 3-0 Salts” Cancel reply
You must be logged in to post a review.
For 500 and 200 Pound Containers Please Call for Freight Pricing
For 1,000, lb, and 2,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
Kwikseal Firearm Lubricant and Rust Preventive Oil
$14.95 – $269.75Price range: $14.95 through $269.75
Du-Lite Kwikseal Firearm Lubricant and Rust Preventive Oil Provides Protection for Up to 12 Months!
70% of USA Firearms Manufactures use Du-Lite Kwikseal Rust preventative lubricating oils to protect their firearms that are being shipped to dealers and distributors sold in 11 oz Aerosol, Pints, Quarts, 1 Gallon, 5 Gallon, and 30 Gallon containers. 90% of orders are shipped the same day they are received.
If most of the top firearm manufacturers in the USA TRUST Du-Lite’s Kwikseal Oil, SO SHOULD YOU!
CALL for Pricing on 30 and 55 Gallons Sizes
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite Kwikseal Firearm Lubricant and Rust Preventive Oil Provides Protection for Up to 12 Months!
70% of USA Firearms Manufactures use Du-Lite Kwikseal Rust preventative lubricating oils to protect their firearms that are being shipped to dealers and distributors sold in 11 oz Aerosol, Pints, Quarts, 1 Gallon, 5 Gallon, and 30 Gallon containers. 90% of orders shipped the same day they are received.
Past and Present Customers of Du-Lite Include:
- Bell Helicopter – Fort Worth, TX
- Aers Defense System – Melborne, FL
- Sikorsky Aircraft – Stratford, CT
- General Dynamics – Saco, ME
- FBI – Quantico, VA
- Quantico Marine Corp – Quantico, VA
- US Army Camp Stanley – Boerne, TX
- Barrett Firearms – Murfreesboro, TN
- Sturm, Ruger & Co. Firearms – Prescott, AZ and Newport, NH
- Kimber America – Yonkers, NY
- Henry Repeating Arms – Bayonne, NJ
- Kel-Tech CNC – Cocoa, FL
- Les Baer Custom Inc. – LeClaire, IA
- Weatherby Gun – Paso Robles, CA
- Ithaca Gun Company, Upper Sandusky, OH
- Canadian Mounted Police – CanadaIndo-Mim – India
- Faradyne Motors – China
If most of the top firearm manufacturers in the USA TRUST Du-Lite’s Kwikseal Oil, SO SHOULD YOU!
Additional information
| Weight | N/A |
|---|---|
| Size | 11 oz. Aerosol Can, 4 oz Aerosol, 5 Gallon, 55 Gallon, 8 oz. Aerosol, Case of Twelve 11 oz Aerosol Cans, Gallon, Pint, Quart, 30 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Kwikseal Firearm Lubricant and Rust Preventive Oil” Cancel reply
You must be logged in to post a review.
CALL for Pricing on 30 and 55 Gallons Sizes
Du-Lite RG-55: Penetrating Rust Preventative Lubricant
$14.95 – $269.75Price range: $14.95 through $269.75
Du-Lite RG-55: Penetrates rust and corrosion leaving a highly protective film
Du-Lite Kwikseal RG-55 Penetrates rust and corrosion leaving a highly protective film.
For your convenience, RG-55 is also available in Pints, Quarts, Gallons, 5 Gallon, and 30 Gallon Drums.
CALL for Pricing on 30 and 55 Gallons Sizes
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite RG-55: Penetrates rust and corrosion leaving a highly protective film
Penetrates rust and corrosion leaving a highly protective film. For your convenience, RG-55 is also available in Pints, Quarts, Gallons, 5 Gallon and 30 Gallon Drums.
Additional information
| Weight | N/A |
|---|---|
| Size | 11 oz Aerosol Can, 5 Gallon, 55 Gallon, Case of Twelve 11 oz Aerosol Cans, Gallon, Pint, Quart, 30 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite RG-55: Penetrating Rust Preventative Lubricant” Cancel reply
You must be logged in to post a review.
CALL for Pricing on 30 and 55 Gallons Sizes
- Tank 1
#45 Cleaner - Tank 2
Warm Water Rinse - Tank 3
Aldek 30 - Tank 4
Cold Water Rinse - Tank 5
3-0 Black Oxide Salts - Tank 6
Cold Water Rinse - Tank 7
Kwikseal - or Tank 7
RG-55 Water Displacing
Rust Preventative Oil
Du-Lite #45 Cleaner
$250.00 – $1,175.00Price range: $250.00 through $1,175.00
Du-Lite #45 Cleaning Compound
Removal of oil, grease, buffing compounds, rust, scale and heat discoloration from welding processes is essential for high-quality finishing. To clean your parts properly before black oxide finishing, Du-Lite recommends one of our alkaline soak cleaners
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB AND 2,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite #45 Cleaner, High Caustic Soak, Heavy Duty soak cleaner for use on all metals except aluminum.
Du-Lite’s best heavy duty hot alkaline soak cleaner. Removes oils, greases and contaminants from steel and ferrous alloys. Mix the cleaner 12 oz. per gallon and operate at a temperature of 150 degrees-160 degrees F – cleaning time 2-15 minutes.
Du-Lite ships the #45 Cleaner in heavy duty industrial 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon containers have heavy duty plastic covers with locking bands.This will protect the cleaner from contamination and moisture for several years.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 2,000 lb., 25 lb., 250 lb., 125 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite #45 Cleaner” Cancel reply
You must be logged in to post a review.
For 250 and 500 Pound Containers Please Call for Freight Pricing
For 1,000, lb, and 2,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.

Du-Lite Aldak 30

$250.00 – $1,725.00Price range: $250.00 through $1,725.00
Du-Lite Aldak 30 Alkaline Activator
Du-Lite Aldak 30 is an Alkaline Activator used to activate 400 series stainless & Winchester M-94 receivers before blackening with 3-0 Process. We offer Aldak 30 Activator in the following sizes: 25 lbs., 45 lbs., 250 lbs., 500 lbs., and 1000 lbs.
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite Aldak 30 Alkaline Activator
Du-Lite Aldak 30 is an Alkaline Activator used to activate 400 series stainless & Winchester M-94 receivers before blackening with 3-0 Process. We offer Aldak 30 Activator in the following sizes: 25 lbs., 45 lbs., 250 lbs., 500 lbs., and 1000 lbs.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 25 lb., 125 lb., 250 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite Aldak 30” Cancel reply
You must be logged in to post a review.
For 500 and 200 Pound Containers Please Call for Freight Pricing
For 1,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
Du-Lite 3-0 Salts
$262.50 – $1,750.00Price range: $262.50 through $1,750.00
Du-Lite 3-0, Black Oxide Salts for blackening 300 and 400 series stainless steel, Post ’64M94 Winchester receivers, malleable and cast iron.
Du-Lite 3-0 Salts are available in 25 lb to 2,000 lb heavy duty containers. The 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon have heavy duty plastic covers with locking bands. This will protect the blackening compound salts from contamination and moisture for several years.
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB AND 2,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite 3-0 Salts for blackening 300 and 400 series stainless steel, Post ’64M94 Winchester receivers, malleable and cast iron.
Du-Lite 3-0 Salts are available in 25 lb to 2,000 lb heavy duty containers. The 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon have heavy duty plastic covers with locking bands. This will protect the blackening compound salts from contamination and moisture for several years.
The buckle is made out of 400 series stainless and the screws are made from
300 series stainless steel. Both items have been black oxided using Du-Lite’s 3-0 Salts.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 2,000 lb., 25 lb., 125 lb., 250 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite 3-0 Salts” Cancel reply
You must be logged in to post a review.
For 500 and 200 Pound Containers Please Call for Freight Pricing
For 1,000, lb, and 2,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
Kwikseal Firearm Lubricant and Rust Preventive Oil
$14.95 – $269.75Price range: $14.95 through $269.75
Du-Lite Kwikseal Firearm Lubricant and Rust Preventive Oil Provides Protection for Up to 12 Months!
70% of USA Firearms Manufactures use Du-Lite Kwikseal Rust preventative lubricating oils to protect their firearms that are being shipped to dealers and distributors sold in 11 oz Aerosol, Pints, Quarts, 1 Gallon, 5 Gallon, and 30 Gallon containers. 90% of orders are shipped the same day they are received.
If most of the top firearm manufacturers in the USA TRUST Du-Lite’s Kwikseal Oil, SO SHOULD YOU!
CALL for Pricing on 30 and 55 Gallons Sizes
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite Kwikseal Firearm Lubricant and Rust Preventive Oil Provides Protection for Up to 12 Months!
70% of USA Firearms Manufactures use Du-Lite Kwikseal Rust preventative lubricating oils to protect their firearms that are being shipped to dealers and distributors sold in 11 oz Aerosol, Pints, Quarts, 1 Gallon, 5 Gallon, and 30 Gallon containers. 90% of orders shipped the same day they are received.
Past and Present Customers of Du-Lite Include:
- Bell Helicopter – Fort Worth, TX
- Aers Defense System – Melborne, FL
- Sikorsky Aircraft – Stratford, CT
- General Dynamics – Saco, ME
- FBI – Quantico, VA
- Quantico Marine Corp – Quantico, VA
- US Army Camp Stanley – Boerne, TX
- Barrett Firearms – Murfreesboro, TN
- Sturm, Ruger & Co. Firearms – Prescott, AZ and Newport, NH
- Kimber America – Yonkers, NY
- Henry Repeating Arms – Bayonne, NJ
- Kel-Tech CNC – Cocoa, FL
- Les Baer Custom Inc. – LeClaire, IA
- Weatherby Gun – Paso Robles, CA
- Ithaca Gun Company, Upper Sandusky, OH
- Canadian Mounted Police – CanadaIndo-Mim – India
- Faradyne Motors – China
If most of the top firearm manufacturers in the USA TRUST Du-Lite’s Kwikseal Oil, SO SHOULD YOU!
Additional information
| Weight | N/A |
|---|---|
| Size | 11 oz. Aerosol Can, 4 oz Aerosol, 5 Gallon, 55 Gallon, 8 oz. Aerosol, Case of Twelve 11 oz Aerosol Cans, Gallon, Pint, Quart, 30 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Kwikseal Firearm Lubricant and Rust Preventive Oil” Cancel reply
You must be logged in to post a review.
CALL for Pricing on 30 and 55 Gallons Sizes
Du-Lite RG-55: Penetrating Rust Preventative Lubricant
$14.95 – $269.75Price range: $14.95 through $269.75
Du-Lite RG-55: Penetrates rust and corrosion leaving a highly protective film
Du-Lite Kwikseal RG-55 Penetrates rust and corrosion leaving a highly protective film.
For your convenience, RG-55 is also available in Pints, Quarts, Gallons, 5 Gallon, and 30 Gallon Drums.
CALL for Pricing on 30 and 55 Gallons Sizes
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite RG-55: Penetrates rust and corrosion leaving a highly protective film
Penetrates rust and corrosion leaving a highly protective film. For your convenience, RG-55 is also available in Pints, Quarts, Gallons, 5 Gallon and 30 Gallon Drums.
Additional information
| Weight | N/A |
|---|---|
| Size | 11 oz Aerosol Can, 5 Gallon, 55 Gallon, Case of Twelve 11 oz Aerosol Cans, Gallon, Pint, Quart, 30 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite RG-55: Penetrating Rust Preventative Lubricant” Cancel reply
You must be logged in to post a review.
CALL for Pricing on 30 and 55 Gallons Sizes
- Tank 1
#45 Cleaner - Tank 2
Warm Water Rinse - Tank 3
Aldek 30 - Tank 4
Cold Water Rinse - Tank 5
3-0 Black Oxide Salts - Tank 6
Cold Water Rinse - Tank 7
Kwikseal - or Tank 7
RG-55 Water Displacing
Rust Preventative Oil
Du-Lite #45 Cleaner
$250.00 – $1,175.00Price range: $250.00 through $1,175.00
Du-Lite #45 Cleaning Compound
Removal of oil, grease, buffing compounds, rust, scale and heat discoloration from welding processes is essential for high-quality finishing. To clean your parts properly before black oxide finishing, Du-Lite recommends one of our alkaline soak cleaners
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB AND 2,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite #45 Cleaner, High Caustic Soak, Heavy Duty soak cleaner for use on all metals except aluminum.
Du-Lite’s best heavy duty hot alkaline soak cleaner. Removes oils, greases and contaminants from steel and ferrous alloys. Mix the cleaner 12 oz. per gallon and operate at a temperature of 150 degrees-160 degrees F – cleaning time 2-15 minutes.
Du-Lite ships the #45 Cleaner in heavy duty industrial 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon containers have heavy duty plastic covers with locking bands.This will protect the cleaner from contamination and moisture for several years.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 2,000 lb., 25 lb., 250 lb., 125 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite #45 Cleaner” Cancel reply
You must be logged in to post a review.
For 250 and 500 Pound Containers Please Call for Freight Pricing
For 1,000, lb, and 2,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
Du-Lite Aldak 30
$250.00 – $1,725.00Price range: $250.00 through $1,725.00
Du-Lite Aldak 30 Alkaline Activator
Du-Lite Aldak 30 is an Alkaline Activator used to activate 400 series stainless & Winchester M-94 receivers before blackening with 3-0 Process. We offer Aldak 30 Activator in the following sizes: 25 lbs., 45 lbs., 250 lbs., 500 lbs., and 1000 lbs.
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite Aldak 30 Alkaline Activator
Du-Lite Aldak 30 is an Alkaline Activator used to activate 400 series stainless & Winchester M-94 receivers before blackening with 3-0 Process. We offer Aldak 30 Activator in the following sizes: 25 lbs., 45 lbs., 250 lbs., 500 lbs., and 1000 lbs.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 25 lb., 125 lb., 250 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite Aldak 30” Cancel reply
You must be logged in to post a review.
For 500 and 200 Pound Containers Please Call for Freight Pricing
For 1,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
Du-Lite 3-0 Salts
$262.50 – $1,750.00Price range: $262.50 through $1,750.00
Du-Lite 3-0, Black Oxide Salts for blackening 300 and 400 series stainless steel, Post ’64M94 Winchester receivers, malleable and cast iron.
Du-Lite 3-0 Salts are available in 25 lb to 2,000 lb heavy duty containers. The 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon have heavy duty plastic covers with locking bands. This will protect the blackening compound salts from contamination and moisture for several years.
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB AND 2,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite 3-0 Salts for blackening 300 and 400 series stainless steel, Post ’64M94 Winchester receivers, malleable and cast iron.
Du-Lite 3-0 Salts are available in 25 lb to 2,000 lb heavy duty containers. The 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon have heavy duty plastic covers with locking bands. This will protect the blackening compound salts from contamination and moisture for several years.
The buckle is made out of 400 series stainless and the screws are made from
300 series stainless steel. Both items have been black oxided using Du-Lite’s 3-0 Salts.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 2,000 lb., 25 lb., 125 lb., 250 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite 3-0 Salts” Cancel reply
You must be logged in to post a review.
For 500 and 200 Pound Containers Please Call for Freight Pricing
For 1,000, lb, and 2,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
Kwikseal Firearm Lubricant and Rust Preventive Oil
$14.95 – $269.75Price range: $14.95 through $269.75
Du-Lite Kwikseal Firearm Lubricant and Rust Preventive Oil Provides Protection for Up to 12 Months!
70% of USA Firearms Manufactures use Du-Lite Kwikseal Rust preventative lubricating oils to protect their firearms that are being shipped to dealers and distributors sold in 11 oz Aerosol, Pints, Quarts, 1 Gallon, 5 Gallon, and 30 Gallon containers. 90% of orders are shipped the same day they are received.
If most of the top firearm manufacturers in the USA TRUST Du-Lite’s Kwikseal Oil, SO SHOULD YOU!
CALL for Pricing on 30 and 55 Gallons Sizes
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite Kwikseal Firearm Lubricant and Rust Preventive Oil Provides Protection for Up to 12 Months!
70% of USA Firearms Manufactures use Du-Lite Kwikseal Rust preventative lubricating oils to protect their firearms that are being shipped to dealers and distributors sold in 11 oz Aerosol, Pints, Quarts, 1 Gallon, 5 Gallon, and 30 Gallon containers. 90% of orders shipped the same day they are received.
Past and Present Customers of Du-Lite Include:
- Bell Helicopter – Fort Worth, TX
- Aers Defense System – Melborne, FL
- Sikorsky Aircraft – Stratford, CT
- General Dynamics – Saco, ME
- FBI – Quantico, VA
- Quantico Marine Corp – Quantico, VA
- US Army Camp Stanley – Boerne, TX
- Barrett Firearms – Murfreesboro, TN
- Sturm, Ruger & Co. Firearms – Prescott, AZ and Newport, NH
- Kimber America – Yonkers, NY
- Henry Repeating Arms – Bayonne, NJ
- Kel-Tech CNC – Cocoa, FL
- Les Baer Custom Inc. – LeClaire, IA
- Weatherby Gun – Paso Robles, CA
- Ithaca Gun Company, Upper Sandusky, OH
- Canadian Mounted Police – CanadaIndo-Mim – India
- Faradyne Motors – China
If most of the top firearm manufacturers in the USA TRUST Du-Lite’s Kwikseal Oil, SO SHOULD YOU!
Additional information
| Weight | N/A |
|---|---|
| Size | 11 oz. Aerosol Can, 4 oz Aerosol, 5 Gallon, 55 Gallon, 8 oz. Aerosol, Case of Twelve 11 oz Aerosol Cans, Gallon, Pint, Quart, 30 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Kwikseal Firearm Lubricant and Rust Preventive Oil” Cancel reply
You must be logged in to post a review.
CALL for Pricing on 30 and 55 Gallons Sizes
Du-Lite RG-55: Penetrating Rust Preventative Lubricant
$14.95 – $269.75Price range: $14.95 through $269.75
Du-Lite RG-55: Penetrates rust and corrosion leaving a highly protective film
Du-Lite Kwikseal RG-55 Penetrates rust and corrosion leaving a highly protective film.
For your convenience, RG-55 is also available in Pints, Quarts, Gallons, 5 Gallon, and 30 Gallon Drums.
CALL for Pricing on 30 and 55 Gallons Sizes
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite RG-55: Penetrates rust and corrosion leaving a highly protective film
Penetrates rust and corrosion leaving a highly protective film. For your convenience, RG-55 is also available in Pints, Quarts, Gallons, 5 Gallon and 30 Gallon Drums.
Additional information
| Weight | N/A |
|---|---|
| Size | 11 oz Aerosol Can, 5 Gallon, 55 Gallon, Case of Twelve 11 oz Aerosol Cans, Gallon, Pint, Quart, 30 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite RG-55: Penetrating Rust Preventative Lubricant” Cancel reply
You must be logged in to post a review.
CALL for Pricing on 30 and 55 Gallons Sizes
- Tank 1
#45 Cleaner - Tank 2
Warm Water Rinse - Tank 3
Aldek 30 - Tank 4
Cold Water Rinse - Tank 5
3-0 Black Oxide Salts - Tank 6
Cold Water Rinse - Tank 7
Kwikseal - or Tank 7
RG-55 Water Displacing
Rust Preventative Oil
Du-Lite #45 Cleaner
$250.00 – $1,175.00Price range: $250.00 through $1,175.00
Du-Lite #45 Cleaning Compound
Removal of oil, grease, buffing compounds, rust, scale and heat discoloration from welding processes is essential for high-quality finishing. To clean your parts properly before black oxide finishing, Du-Lite recommends one of our alkaline soak cleaners
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB AND 2,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite #45 Cleaner, High Caustic Soak, Heavy Duty soak cleaner for use on all metals except aluminum.
Du-Lite’s best heavy duty hot alkaline soak cleaner. Removes oils, greases and contaminants from steel and ferrous alloys. Mix the cleaner 12 oz. per gallon and operate at a temperature of 150 degrees-160 degrees F – cleaning time 2-15 minutes.
Du-Lite ships the #45 Cleaner in heavy duty industrial 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon containers have heavy duty plastic covers with locking bands.This will protect the cleaner from contamination and moisture for several years.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 2,000 lb., 25 lb., 250 lb., 125 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite #45 Cleaner” Cancel reply
You must be logged in to post a review.
For 250 and 500 Pound Containers Please Call for Freight Pricing
For 1,000, lb, and 2,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
Du-Lite Aldak 30
$250.00 – $1,725.00Price range: $250.00 through $1,725.00
Du-Lite Aldak 30 Alkaline Activator
Du-Lite Aldak 30 is an Alkaline Activator used to activate 400 series stainless & Winchester M-94 receivers before blackening with 3-0 Process. We offer Aldak 30 Activator in the following sizes: 25 lbs., 45 lbs., 250 lbs., 500 lbs., and 1000 lbs.
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite Aldak 30 Alkaline Activator
Du-Lite Aldak 30 is an Alkaline Activator used to activate 400 series stainless & Winchester M-94 receivers before blackening with 3-0 Process. We offer Aldak 30 Activator in the following sizes: 25 lbs., 45 lbs., 250 lbs., 500 lbs., and 1000 lbs.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 25 lb., 125 lb., 250 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite Aldak 30” Cancel reply
You must be logged in to post a review.
For 500 and 200 Pound Containers Please Call for Freight Pricing
For 1,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
Du-Lite 3-0 Salts
$262.50 – $1,750.00Price range: $262.50 through $1,750.00
Du-Lite 3-0, Black Oxide Salts for blackening 300 and 400 series stainless steel, Post ’64M94 Winchester receivers, malleable and cast iron.
Du-Lite 3-0 Salts are available in 25 lb to 2,000 lb heavy duty containers. The 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon have heavy duty plastic covers with locking bands. This will protect the blackening compound salts from contamination and moisture for several years.
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB AND 2,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite 3-0 Salts for blackening 300 and 400 series stainless steel, Post ’64M94 Winchester receivers, malleable and cast iron.
Du-Lite 3-0 Salts are available in 25 lb to 2,000 lb heavy duty containers. The 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon have heavy duty plastic covers with locking bands. This will protect the blackening compound salts from contamination and moisture for several years.
The buckle is made out of 400 series stainless and the screws are made from
300 series stainless steel. Both items have been black oxided using Du-Lite’s 3-0 Salts.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 2,000 lb., 25 lb., 125 lb., 250 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite 3-0 Salts” Cancel reply
You must be logged in to post a review.
For 500 and 200 Pound Containers Please Call for Freight Pricing
For 1,000, lb, and 2,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
Kwikseal Firearm Lubricant and Rust Preventive Oil
$14.95 – $269.75Price range: $14.95 through $269.75
Du-Lite Kwikseal Firearm Lubricant and Rust Preventive Oil Provides Protection for Up to 12 Months!
70% of USA Firearms Manufactures use Du-Lite Kwikseal Rust preventative lubricating oils to protect their firearms that are being shipped to dealers and distributors sold in 11 oz Aerosol, Pints, Quarts, 1 Gallon, 5 Gallon, and 30 Gallon containers. 90% of orders are shipped the same day they are received.
If most of the top firearm manufacturers in the USA TRUST Du-Lite’s Kwikseal Oil, SO SHOULD YOU!
CALL for Pricing on 30 and 55 Gallons Sizes
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite Kwikseal Firearm Lubricant and Rust Preventive Oil Provides Protection for Up to 12 Months!
70% of USA Firearms Manufactures use Du-Lite Kwikseal Rust preventative lubricating oils to protect their firearms that are being shipped to dealers and distributors sold in 11 oz Aerosol, Pints, Quarts, 1 Gallon, 5 Gallon, and 30 Gallon containers. 90% of orders shipped the same day they are received.
Past and Present Customers of Du-Lite Include:
- Bell Helicopter – Fort Worth, TX
- Aers Defense System – Melborne, FL
- Sikorsky Aircraft – Stratford, CT
- General Dynamics – Saco, ME
- FBI – Quantico, VA
- Quantico Marine Corp – Quantico, VA
- US Army Camp Stanley – Boerne, TX
- Barrett Firearms – Murfreesboro, TN
- Sturm, Ruger & Co. Firearms – Prescott, AZ and Newport, NH
- Kimber America – Yonkers, NY
- Henry Repeating Arms – Bayonne, NJ
- Kel-Tech CNC – Cocoa, FL
- Les Baer Custom Inc. – LeClaire, IA
- Weatherby Gun – Paso Robles, CA
- Ithaca Gun Company, Upper Sandusky, OH
- Canadian Mounted Police – CanadaIndo-Mim – India
- Faradyne Motors – China
If most of the top firearm manufacturers in the USA TRUST Du-Lite’s Kwikseal Oil, SO SHOULD YOU!
Additional information
| Weight | N/A |
|---|---|
| Size | 11 oz. Aerosol Can, 4 oz Aerosol, 5 Gallon, 55 Gallon, 8 oz. Aerosol, Case of Twelve 11 oz Aerosol Cans, Gallon, Pint, Quart, 30 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Kwikseal Firearm Lubricant and Rust Preventive Oil” Cancel reply
You must be logged in to post a review.
CALL for Pricing on 30 and 55 Gallons Sizes
Du-Lite RG-55: Penetrating Rust Preventative Lubricant
$14.95 – $269.75Price range: $14.95 through $269.75
Du-Lite RG-55: Penetrates rust and corrosion leaving a highly protective film
Du-Lite Kwikseal RG-55 Penetrates rust and corrosion leaving a highly protective film.
For your convenience, RG-55 is also available in Pints, Quarts, Gallons, 5 Gallon, and 30 Gallon Drums.
CALL for Pricing on 30 and 55 Gallons Sizes
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite RG-55: Penetrates rust and corrosion leaving a highly protective film
Penetrates rust and corrosion leaving a highly protective film. For your convenience, RG-55 is also available in Pints, Quarts, Gallons, 5 Gallon and 30 Gallon Drums.
Additional information
| Weight | N/A |
|---|---|
| Size | 11 oz Aerosol Can, 5 Gallon, 55 Gallon, Case of Twelve 11 oz Aerosol Cans, Gallon, Pint, Quart, 30 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite RG-55: Penetrating Rust Preventative Lubricant” Cancel reply
You must be logged in to post a review.
CALL for Pricing on 30 and 55 Gallons Sizes
- Tank 1
#45 Cleaner - Tank 2
Warm Water Rinse - Tank 3
Aldek 30 - Tank 4
Cold Water Rinse - Tank 5
3-0 Black Oxide Salts - Tank 6
Cold Water Rinse - Tank 7
Kwikseal - or Tank 7
RG-55 Water Displacing
Rust Preventative Oil
Du-Lite #45 Cleaner
$250.00 – $1,175.00Price range: $250.00 through $1,175.00
Du-Lite #45 Cleaning Compound
Removal of oil, grease, buffing compounds, rust, scale and heat discoloration from welding processes is essential for high-quality finishing. To clean your parts properly before black oxide finishing, Du-Lite recommends one of our alkaline soak cleaners
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB AND 2,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite #45 Cleaner, High Caustic Soak, Heavy Duty soak cleaner for use on all metals except aluminum.
Du-Lite’s best heavy duty hot alkaline soak cleaner. Removes oils, greases and contaminants from steel and ferrous alloys. Mix the cleaner 12 oz. per gallon and operate at a temperature of 150 degrees-160 degrees F – cleaning time 2-15 minutes.
Du-Lite ships the #45 Cleaner in heavy duty industrial 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon containers have heavy duty plastic covers with locking bands.This will protect the cleaner from contamination and moisture for several years.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 2,000 lb., 25 lb., 250 lb., 125 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite #45 Cleaner” Cancel reply
You must be logged in to post a review.
For 250 and 500 Pound Containers Please Call for Freight Pricing
For 1,000, lb, and 2,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
Du-Lite Aldak 30
$250.00 – $1,725.00Price range: $250.00 through $1,725.00
Du-Lite Aldak 30 Alkaline Activator
Du-Lite Aldak 30 is an Alkaline Activator used to activate 400 series stainless & Winchester M-94 receivers before blackening with 3-0 Process. We offer Aldak 30 Activator in the following sizes: 25 lbs., 45 lbs., 250 lbs., 500 lbs., and 1000 lbs.
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite Aldak 30 Alkaline Activator
Du-Lite Aldak 30 is an Alkaline Activator used to activate 400 series stainless & Winchester M-94 receivers before blackening with 3-0 Process. We offer Aldak 30 Activator in the following sizes: 25 lbs., 45 lbs., 250 lbs., 500 lbs., and 1000 lbs.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 25 lb., 125 lb., 250 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite Aldak 30” Cancel reply
You must be logged in to post a review.
For 500 and 200 Pound Containers Please Call for Freight Pricing
For 1,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
Du-Lite 3-0 Salts
$262.50 – $1,750.00Price range: $262.50 through $1,750.00
Du-Lite 3-0, Black Oxide Salts for blackening 300 and 400 series stainless steel, Post ’64M94 Winchester receivers, malleable and cast iron.
Du-Lite 3-0 Salts are available in 25 lb to 2,000 lb heavy duty containers. The 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon have heavy duty plastic covers with locking bands. This will protect the blackening compound salts from contamination and moisture for several years.
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB AND 2,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite 3-0 Salts for blackening 300 and 400 series stainless steel, Post ’64M94 Winchester receivers, malleable and cast iron.
Du-Lite 3-0 Salts are available in 25 lb to 2,000 lb heavy duty containers. The 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon have heavy duty plastic covers with locking bands. This will protect the blackening compound salts from contamination and moisture for several years.
The buckle is made out of 400 series stainless and the screws are made from
300 series stainless steel. Both items have been black oxided using Du-Lite’s 3-0 Salts.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 2,000 lb., 25 lb., 125 lb., 250 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite 3-0 Salts” Cancel reply
You must be logged in to post a review.
For 500 and 200 Pound Containers Please Call for Freight Pricing
For 1,000, lb, and 2,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
Kwikseal Firearm Lubricant and Rust Preventive Oil
$14.95 – $269.75Price range: $14.95 through $269.75
Du-Lite Kwikseal Firearm Lubricant and Rust Preventive Oil Provides Protection for Up to 12 Months!
70% of USA Firearms Manufactures use Du-Lite Kwikseal Rust preventative lubricating oils to protect their firearms that are being shipped to dealers and distributors sold in 11 oz Aerosol, Pints, Quarts, 1 Gallon, 5 Gallon, and 30 Gallon containers. 90% of orders are shipped the same day they are received.
If most of the top firearm manufacturers in the USA TRUST Du-Lite’s Kwikseal Oil, SO SHOULD YOU!
CALL for Pricing on 30 and 55 Gallons Sizes
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite Kwikseal Firearm Lubricant and Rust Preventive Oil Provides Protection for Up to 12 Months!
70% of USA Firearms Manufactures use Du-Lite Kwikseal Rust preventative lubricating oils to protect their firearms that are being shipped to dealers and distributors sold in 11 oz Aerosol, Pints, Quarts, 1 Gallon, 5 Gallon, and 30 Gallon containers. 90% of orders shipped the same day they are received.
Past and Present Customers of Du-Lite Include:
- Bell Helicopter – Fort Worth, TX
- Aers Defense System – Melborne, FL
- Sikorsky Aircraft – Stratford, CT
- General Dynamics – Saco, ME
- FBI – Quantico, VA
- Quantico Marine Corp – Quantico, VA
- US Army Camp Stanley – Boerne, TX
- Barrett Firearms – Murfreesboro, TN
- Sturm, Ruger & Co. Firearms – Prescott, AZ and Newport, NH
- Kimber America – Yonkers, NY
- Henry Repeating Arms – Bayonne, NJ
- Kel-Tech CNC – Cocoa, FL
- Les Baer Custom Inc. – LeClaire, IA
- Weatherby Gun – Paso Robles, CA
- Ithaca Gun Company, Upper Sandusky, OH
- Canadian Mounted Police – CanadaIndo-Mim – India
- Faradyne Motors – China
If most of the top firearm manufacturers in the USA TRUST Du-Lite’s Kwikseal Oil, SO SHOULD YOU!
Additional information
| Weight | N/A |
|---|---|
| Size | 11 oz. Aerosol Can, 4 oz Aerosol, 5 Gallon, 55 Gallon, 8 oz. Aerosol, Case of Twelve 11 oz Aerosol Cans, Gallon, Pint, Quart, 30 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Kwikseal Firearm Lubricant and Rust Preventive Oil” Cancel reply
You must be logged in to post a review.
CALL for Pricing on 30 and 55 Gallons Sizes
Du-Lite RG-55: Penetrating Rust Preventative Lubricant
$14.95 – $269.75Price range: $14.95 through $269.75
Du-Lite RG-55: Penetrates rust and corrosion leaving a highly protective film
Du-Lite Kwikseal RG-55 Penetrates rust and corrosion leaving a highly protective film.
For your convenience, RG-55 is also available in Pints, Quarts, Gallons, 5 Gallon, and 30 Gallon Drums.
CALL for Pricing on 30 and 55 Gallons Sizes
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite RG-55: Penetrates rust and corrosion leaving a highly protective film
Penetrates rust and corrosion leaving a highly protective film. For your convenience, RG-55 is also available in Pints, Quarts, Gallons, 5 Gallon and 30 Gallon Drums.
Additional information
| Weight | N/A |
|---|---|
| Size | 11 oz Aerosol Can, 5 Gallon, 55 Gallon, Case of Twelve 11 oz Aerosol Cans, Gallon, Pint, Quart, 30 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite RG-55: Penetrating Rust Preventative Lubricant” Cancel reply
You must be logged in to post a review.
CALL for Pricing on 30 and 55 Gallons Sizes
- Tank 1
#45 Cleaner - Tank 2
Warm Water Rinse - Tank 3
50/50 HCL Acid
(Muriatic Acid)
W/Water - Tank 4
Cold Water Rinse
then cold water spray over rinse tank - Tank 5
Aldek 30 - Tank 6
Cold Water Rinse - Tank 7
3-0 Black Oxide Salts - Tank 8
Cold Water Rinse - Tank 9
Kwikseal - or Tank 9
RG-55 Water Displacing
Rust Preventative Oil
Du-Lite #45 Cleaner
$250.00 – $1,175.00Price range: $250.00 through $1,175.00
Du-Lite #45 Cleaning Compound
Removal of oil, grease, buffing compounds, rust, scale and heat discoloration from welding processes is essential for high-quality finishing. To clean your parts properly before black oxide finishing, Du-Lite recommends one of our alkaline soak cleaners
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB AND 2,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite #45 Cleaner, High Caustic Soak, Heavy Duty soak cleaner for use on all metals except aluminum.
Du-Lite’s best heavy duty hot alkaline soak cleaner. Removes oils, greases and contaminants from steel and ferrous alloys. Mix the cleaner 12 oz. per gallon and operate at a temperature of 150 degrees-160 degrees F – cleaning time 2-15 minutes.
Du-Lite ships the #45 Cleaner in heavy duty industrial 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon containers have heavy duty plastic covers with locking bands.This will protect the cleaner from contamination and moisture for several years.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 2,000 lb., 25 lb., 250 lb., 125 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite #45 Cleaner” Cancel reply
You must be logged in to post a review.
For 250 and 500 Pound Containers Please Call for Freight Pricing
For 1,000, lb, and 2,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
NOTE: After you remove the part from the Cold Water Rinse Tank, you MUST spray it down while it is over the rinse Tank with fresh water to remove all of the residual acid.
Du-Lite Aldak 30
$250.00 – $1,725.00Price range: $250.00 through $1,725.00
Du-Lite Aldak 30 Alkaline Activator
Du-Lite Aldak 30 is an Alkaline Activator used to activate 400 series stainless & Winchester M-94 receivers before blackening with 3-0 Process. We offer Aldak 30 Activator in the following sizes: 25 lbs., 45 lbs., 250 lbs., 500 lbs., and 1000 lbs.
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite Aldak 30 Alkaline Activator
Du-Lite Aldak 30 is an Alkaline Activator used to activate 400 series stainless & Winchester M-94 receivers before blackening with 3-0 Process. We offer Aldak 30 Activator in the following sizes: 25 lbs., 45 lbs., 250 lbs., 500 lbs., and 1000 lbs.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 25 lb., 125 lb., 250 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite Aldak 30” Cancel reply
You must be logged in to post a review.
For 500 and 200 Pound Containers Please Call for Freight Pricing
For 1,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
Du-Lite 3-0 Salts
$262.50 – $1,750.00Price range: $262.50 through $1,750.00
Du-Lite 3-0, Black Oxide Salts for blackening 300 and 400 series stainless steel, Post ’64M94 Winchester receivers, malleable and cast iron.
Du-Lite 3-0 Salts are available in 25 lb to 2,000 lb heavy duty containers. The 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon have heavy duty plastic covers with locking bands. This will protect the blackening compound salts from contamination and moisture for several years.
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB AND 2,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite 3-0 Salts for blackening 300 and 400 series stainless steel, Post ’64M94 Winchester receivers, malleable and cast iron.
Du-Lite 3-0 Salts are available in 25 lb to 2,000 lb heavy duty containers. The 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon have heavy duty plastic covers with locking bands. This will protect the blackening compound salts from contamination and moisture for several years.
The buckle is made out of 400 series stainless and the screws are made from
300 series stainless steel. Both items have been black oxided using Du-Lite’s 3-0 Salts.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 2,000 lb., 25 lb., 125 lb., 250 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite 3-0 Salts” Cancel reply
You must be logged in to post a review.
For 500 and 200 Pound Containers Please Call for Freight Pricing
For 1,000, lb, and 2,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
Kwikseal Firearm Lubricant and Rust Preventive Oil
$14.95 – $269.75Price range: $14.95 through $269.75
Du-Lite Kwikseal Firearm Lubricant and Rust Preventive Oil Provides Protection for Up to 12 Months!
70% of USA Firearms Manufactures use Du-Lite Kwikseal Rust preventative lubricating oils to protect their firearms that are being shipped to dealers and distributors sold in 11 oz Aerosol, Pints, Quarts, 1 Gallon, 5 Gallon, and 30 Gallon containers. 90% of orders are shipped the same day they are received.
If most of the top firearm manufacturers in the USA TRUST Du-Lite’s Kwikseal Oil, SO SHOULD YOU!
CALL for Pricing on 30 and 55 Gallons Sizes
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite Kwikseal Firearm Lubricant and Rust Preventive Oil Provides Protection for Up to 12 Months!
70% of USA Firearms Manufactures use Du-Lite Kwikseal Rust preventative lubricating oils to protect their firearms that are being shipped to dealers and distributors sold in 11 oz Aerosol, Pints, Quarts, 1 Gallon, 5 Gallon, and 30 Gallon containers. 90% of orders shipped the same day they are received.
Past and Present Customers of Du-Lite Include:
- Bell Helicopter – Fort Worth, TX
- Aers Defense System – Melborne, FL
- Sikorsky Aircraft – Stratford, CT
- General Dynamics – Saco, ME
- FBI – Quantico, VA
- Quantico Marine Corp – Quantico, VA
- US Army Camp Stanley – Boerne, TX
- Barrett Firearms – Murfreesboro, TN
- Sturm, Ruger & Co. Firearms – Prescott, AZ and Newport, NH
- Kimber America – Yonkers, NY
- Henry Repeating Arms – Bayonne, NJ
- Kel-Tech CNC – Cocoa, FL
- Les Baer Custom Inc. – LeClaire, IA
- Weatherby Gun – Paso Robles, CA
- Ithaca Gun Company, Upper Sandusky, OH
- Canadian Mounted Police – CanadaIndo-Mim – India
- Faradyne Motors – China
If most of the top firearm manufacturers in the USA TRUST Du-Lite’s Kwikseal Oil, SO SHOULD YOU!
Additional information
| Weight | N/A |
|---|---|
| Size | 11 oz. Aerosol Can, 4 oz Aerosol, 5 Gallon, 55 Gallon, 8 oz. Aerosol, Case of Twelve 11 oz Aerosol Cans, Gallon, Pint, Quart, 30 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Kwikseal Firearm Lubricant and Rust Preventive Oil” Cancel reply
You must be logged in to post a review.
CALL for Pricing on 30 and 55 Gallons Sizes
Du-Lite RG-55: Penetrating Rust Preventative Lubricant
$14.95 – $269.75Price range: $14.95 through $269.75
Du-Lite RG-55: Penetrates rust and corrosion leaving a highly protective film
Du-Lite Kwikseal RG-55 Penetrates rust and corrosion leaving a highly protective film.
For your convenience, RG-55 is also available in Pints, Quarts, Gallons, 5 Gallon, and 30 Gallon Drums.
CALL for Pricing on 30 and 55 Gallons Sizes
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite RG-55: Penetrates rust and corrosion leaving a highly protective film
Penetrates rust and corrosion leaving a highly protective film. For your convenience, RG-55 is also available in Pints, Quarts, Gallons, 5 Gallon and 30 Gallon Drums.
Additional information
| Weight | N/A |
|---|---|
| Size | 11 oz Aerosol Can, 5 Gallon, 55 Gallon, Case of Twelve 11 oz Aerosol Cans, Gallon, Pint, Quart, 30 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite RG-55: Penetrating Rust Preventative Lubricant” Cancel reply
You must be logged in to post a review.
CALL for Pricing on 30 and 55 Gallons Sizes
- Tank 1
#45 Cleaner - Tank 2
Warm Water Rinse - Tank 3
Heated
Manganese Phosphate - or Tank 3
Heated
Zinc Phosphate - Tank 4
Cold Water Rinse - Tank 5
Kwikseal - or Tank 5
RG-55 Water Displacing
Rust Preventative Oil
Du-Lite #45 Cleaner
$250.00 – $1,175.00Price range: $250.00 through $1,175.00
Du-Lite #45 Cleaning Compound
Removal of oil, grease, buffing compounds, rust, scale and heat discoloration from welding processes is essential for high-quality finishing. To clean your parts properly before black oxide finishing, Du-Lite recommends one of our alkaline soak cleaners
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
CALL FOR PRICING ON 1,000 LB AND 2,000 LB SIZES
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
- Important Pricing Information
Description
Du-Lite #45 Cleaner, High Caustic Soak, Heavy Duty soak cleaner for use on all metals except aluminum.
Du-Lite’s best heavy duty hot alkaline soak cleaner. Removes oils, greases and contaminants from steel and ferrous alloys. Mix the cleaner 12 oz. per gallon and operate at a temperature of 150 degrees-160 degrees F – cleaning time 2-15 minutes.
Du-Lite ships the #45 Cleaner in heavy duty industrial 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon containers have heavy duty plastic covers with locking bands.This will protect the cleaner from contamination and moisture for several years.
Additional information
| Weight | N/A |
|---|---|
| Size | 1,000 lb., 2,000 lb., 25 lb., 250 lb., 125 lb., 45 lb., 500 lb. |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite #45 Cleaner” Cancel reply
You must be logged in to post a review.
For 250 and 500 Pound Containers Please Call for Freight Pricing
For 1,000, lb, and 2,000 lb Sizes, Please Call for Pricing.
For 25 lb and 45 lb containers, a $54.25 Hazmat Charge will be included.
Glass Bead Blast and blow parts off now if not done prior to cleaning.

Du-Lite MP-330 Manganese Phosphate Liquid


$295.00
Du-Lite MP-330 Manganese Phosphate Liquid is used to produce a black World War II “Parkerized” finish on the steel and iron parts of rifles, pistols and machine gun mounts.
MP-330 produces a crystalline manganese phosphate coating for steel and iron surfaces with coating weights up 5000 mgs/square foot. MP-330 is mainly used on military equipment like M1 Garand, Colt 1911, M 1 carbine and WWII machine gun mounts and other military equipment. MP- 330 produces a dark black color on finished work and may have fine, medium or coarse crystals depending on the pretreatment used.
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
For 55 Gallon Containers Please Call for Pricing and Freight
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite MP-330 Manganese Phosphate Liquid is used to produce a black World War II “Parkerized” finish on the steel and iron parts of rifles, pistols and machine gun mounts.
MP-330 produces a crystalline manganese phosphate coating for steel and iron surfaces with coating weights up 5000 mgs/square foot. (Will not adhere to stainless, cooper, brass, aluminum or bronze. If these metals are placed into the bath, the bath will become polluted and will have to be discarded) Du-Lite’s Kwikseal® Oil aids rapid break-in of moving parts without scoring or scuffing and provides excellent corrosion resistance from rust. MP-330 is mainly used on military equipment like M1 Garand, Colt 1911, M 1 carbine and WWII machine gun mounts and other military equipment. MP- 330 produces a dark black color on finished work and may have fine, medium or coarse crystals depending on the pretreatment used.
Equipment: The process tank and piping for use with the MP-330 solution should be of type 316 series stainless steel. When heating solution with hot water or steam, heating coil should be made of type 316 stainless steel.
WARNING: When phosphating firearms it is important to plug the barrel and receiver part of the firearm to prevent MP-330 from entering the internal parts of the firearm. If MP-330 is allowed to enter you can permanently damage the internal surfaces. Barrels can be plugged with silicone rubber plugs shaped to fit snuggly in the end of the barrel and receiver. (These silicone rubber plugs are available for an additional cost from Du-Lite Corporation)
Du-Lite ships MP-330 in heavy duty industrial 1, 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon containers have heavy duty plastic covers with locking bands.This will protect the manganese phosphate from contamination and moisture for several years.
Additional information
| Weight | N/A |
|---|---|
| Size | 1 Gallon, 5 Gallon, 55 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite MP-330 Manganese Phosphate Liquid” Cancel reply
You must be logged in to post a review.
For 55 Gallon Containers Please Call for for Pricing and Freight

Du-Lite ZP-440 Zinc Phosphate Liquid Concentrate

$295.00
Du-Lite ZP-440 Zinc Phosphate Liquid Concentrate is used to produce a light gray zinc phosphate finish on steel parts.
Du-Lite ships ZP-440 in heavy duty industrial 1, 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon containers have heavy duty plastic covers with locking bands. This will protect the zinc phosphate from contamination and moisture for several years.
PLEASE SEE IMPORTANT SHIPPING INFO BELOW
For 55 Gallon Containers Please Call for Pricing and Freight
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite ZP-440 Zinc Phosphate Liquid Concentrate is used to produce a light gray zinc phosphate finish on steel parts.
Du-Lite ships ZP-440 in heavy duty industrial 1, 5 and 55 gallon plastic containers with rubber gaskets. The 5 gallon containers have heavy duty plastic covers with locking bands. This will protect the zinc phosphate from contamination and moisture for several years.
Additional information
| Weight | N/A |
|---|---|
| Size | 1 Gallon, 5 Gallon, 55 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite ZP-440 Zinc Phosphate Liquid Concentrate” Cancel reply
You must be logged in to post a review.
For 55 Gallon Containers Please Call for Pricing and Freight
Kwikseal Firearm Lubricant and Rust Preventive Oil
$14.95 – $269.75Price range: $14.95 through $269.75
Du-Lite Kwikseal Firearm Lubricant and Rust Preventive Oil Provides Protection for Up to 12 Months!
70% of USA Firearms Manufactures use Du-Lite Kwikseal Rust preventative lubricating oils to protect their firearms that are being shipped to dealers and distributors sold in 11 oz Aerosol, Pints, Quarts, 1 Gallon, 5 Gallon, and 30 Gallon containers. 90% of orders are shipped the same day they are received.
If most of the top firearm manufacturers in the USA TRUST Du-Lite’s Kwikseal Oil, SO SHOULD YOU!
CALL for Pricing on 30 and 55 Gallons Sizes
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite Kwikseal Firearm Lubricant and Rust Preventive Oil Provides Protection for Up to 12 Months!
70% of USA Firearms Manufactures use Du-Lite Kwikseal Rust preventative lubricating oils to protect their firearms that are being shipped to dealers and distributors sold in 11 oz Aerosol, Pints, Quarts, 1 Gallon, 5 Gallon, and 30 Gallon containers. 90% of orders shipped the same day they are received.
Past and Present Customers of Du-Lite Include:
- Bell Helicopter – Fort Worth, TX
- Aers Defense System – Melborne, FL
- Sikorsky Aircraft – Stratford, CT
- General Dynamics – Saco, ME
- FBI – Quantico, VA
- Quantico Marine Corp – Quantico, VA
- US Army Camp Stanley – Boerne, TX
- Barrett Firearms – Murfreesboro, TN
- Sturm, Ruger & Co. Firearms – Prescott, AZ and Newport, NH
- Kimber America – Yonkers, NY
- Henry Repeating Arms – Bayonne, NJ
- Kel-Tech CNC – Cocoa, FL
- Les Baer Custom Inc. – LeClaire, IA
- Weatherby Gun – Paso Robles, CA
- Ithaca Gun Company, Upper Sandusky, OH
- Canadian Mounted Police – CanadaIndo-Mim – India
- Faradyne Motors – China
If most of the top firearm manufacturers in the USA TRUST Du-Lite’s Kwikseal Oil, SO SHOULD YOU!
Additional information
| Weight | N/A |
|---|---|
| Size | 11 oz. Aerosol Can, 4 oz Aerosol, 5 Gallon, 55 Gallon, 8 oz. Aerosol, Case of Twelve 11 oz Aerosol Cans, Gallon, Pint, Quart, 30 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Kwikseal Firearm Lubricant and Rust Preventive Oil” Cancel reply
You must be logged in to post a review.
CALL for Pricing on 30 and 55 Gallons Sizes
Du-Lite RG-55: Penetrating Rust Preventative Lubricant
$14.95 – $269.75Price range: $14.95 through $269.75
Du-Lite RG-55: Penetrates rust and corrosion leaving a highly protective film
Du-Lite Kwikseal RG-55 Penetrates rust and corrosion leaving a highly protective film.
For your convenience, RG-55 is also available in Pints, Quarts, Gallons, 5 Gallon, and 30 Gallon Drums.
CALL for Pricing on 30 and 55 Gallons Sizes
- Description
- Additional information
- Reviews (0)
- Important Shipping Information
Description
Du-Lite RG-55: Penetrates rust and corrosion leaving a highly protective film
Penetrates rust and corrosion leaving a highly protective film. For your convenience, RG-55 is also available in Pints, Quarts, Gallons, 5 Gallon and 30 Gallon Drums.
Additional information
| Weight | N/A |
|---|---|
| Size | 11 oz Aerosol Can, 5 Gallon, 55 Gallon, Case of Twelve 11 oz Aerosol Cans, Gallon, Pint, Quart, 30 Gallon |
Reviews
There are no reviews yet.
Be the first to review “Du-Lite RG-55: Penetrating Rust Preventative Lubricant” Cancel reply
You must be logged in to post a review.
CALL for Pricing on 30 and 55 Gallons Sizes
Scroll Down for Info on: Cleaners, Surface Activators, Blackening Salts, Protective Coatings, Bath Additives, Occluded Salt Treatments and Water Displacing Rust Preventative Oils.
A Quick History of the Post ’64 Winchester Model 94 Receiver
During the early 1960’s, the Winchester Model 94 was redesigned to accommodate a more economical method of production. The re-engineered receivers were machined from a graphitic steel casting. This new material would not accept the normal Du-Lite Oxiblak bluing process, used by Winchester since 1940, without discoloration. The color could vary from copper to plum red, depending upon the individual piece. The chart below shows dates and serial numbers for the three different blackening processes used by Winchester on these receivers between 1964 and 1981.
| Mfg. Date | Serial Numbers | Blackening Process |
|---|---|---|
| 1964-1968 | 2,700,000 - 3,185,691 | Du-Lite 3-0 Process |
| 1968-1972 | 3,185,692 - 3,806,499 | Black Chrome Plate |
| 1972-1981 | 3,806,500 - 5,024,957 | Win Blue/Oxiblak |
(Win Blued receivers were iron plated and blackened with Du-Lite’s Oxiblak.)
When refinishing receivers which have been iron or black chrome plated, the gunsmith, when buffing these receivers, often removes the thin iron or chrome plated coating exposing the raw castings. Normal blackening processes cannot be used on these receivers.
In 1981, with the purchase of Winchester by USRACO, receivers were switched over to 4144 steel and the angle ejection port design was used. These receivers will polish and reblue normally.

Du-Lite Cleaners
Removal of oil, grease, buffing compounds, rust, scale and heat discoloration from welding processes is essential for high-quality finishing. You must clean your parts properly before black oxiding or phosphating. Du-Lite recommends one of our alkaline soak cleaners.
#37 Cleaner: Hot alkaline soak cleaner used to remove grease, oil and buffing compound from steel parts prior to black oxide or phosphate coatings. Mix solution 12 oz. per gallon of water at an operating temperature of 150° F.
#45 Cleaner: Specially formulated heavy duty hot alkaline soak cleaner used to remove grease, oil and buffing compound from steel parts prior to black oxide or phosphate coatings. Mix solution 12 oz. per gallon of water at an operating temperature of 150° F.
Easy Wash: Solvent degreasing solution used to remove light oils from steel parts. Use full strength at room temperature.
SP-725: Liquid soap concentrate for use in steam and high pressure hot water power washers. Used to remove grease and oil from metal parts.
Surface Activators
Stainless steel parts need to be activated prior to accepting the 3-0 blackening process.
Aldak 30: Hot alkaline activator for 400 series stainless steel, cast or malleable iron, nickel alloys, M1 & N14 gas ports, Winchester Post ’64 Model 94 Receivers and MIM (Metal injected molding) parts. Mix solution 3 1/2 pounds per gallon of water at an operating temperature of 225° F.
3-0 Activator: Acid activator for 300 series stainless steel. Used to activate parts prior to using Du-Lite’s 3-0 Blackening salt process.
Mix 3 pounds per gallon of water at an operating temperature of 180° F Tanks must be made of carpenter 20 stainless steel with quarts electric heaters.
Blackening Salts
BLACKENING HARDENED STEEL: Regular steel can be blackened easily with a single black oxide tank heated to 290°F with a processing time of 20 to 30 minutes. Hardened steel with a Rockwell hardness of 32 or more blackened in a single tank will produce a reddish tint or a red rusty appearance to the parts. A two-tank process must be used to blacken hardened steels successfully. The first black oxide tank is heated to 290°F, process time 10-15 minutes. The second black oxide tank heated to 301°F, processing time 10-15 minutes will produce a deep rich black color. The two- tank process also has the advantage of producing three to five loads per hour, whereas a single processing tank will produce two to three loads per hour. Even if all of your parts are cold rolled steel, you should consider the two-tank process because it will double your production and produce a more durable and better-looking finish on your parts.
Steelkote: Meets Spec MIL-DTL-13924E, Class 1 For electrically heated black oxide tanks. Hot alkaline black oxide process used for blackening cold rolled steel, plain carbon and low alloy steels. (will not blacken stainless steel) For single tank, mix 9 pounds per gallon of water at an operating temperature of 285° F. For double tank, mix 2nd tank with 10 pounds per gallon of water at an operating temperature of 301° F.
Oxiblak: Meets Spec MIL-DTL-13924E, Class 1 For gas heated black oxide tanks. Hot alkaline black oxide process used for blackening of cold rolled steel, plain carbon and low alloy steels. (will not blacken stainless steel). For single tank, mix 9 1/2 pounds per gallon of water at an operating temperature of 290° F. For double tank, mix 2nd tank with 10 1/2 pounds per gallon of water at an operating temperature of 301° F.
3-0 Salts: Meets Spec MIL-DTL-13924E, Class 4 Hot alkaline black oxide process used for Blackening 300 and 400 series stainless steel, cast or malleable iron, nickel alloys, M1 & N14 gas ports, Winchester Post ’64 Model 94 Receivers and MIM (Metal injected molding) parts.
Mix 5 pounds per gallon of water at an operating temperature of 245° F for 300 series stainless steel or 250° F for 400 series stainless steel and all other metals.
XX Compound: XX Compound has been specially formulated to blacken silver soldered areas on parts and assemblies in conjunction with Du-Lite’s Steelkote or Oxiblak black oxide processes. XX Compound will effectively eliminate “bare spots” on assemblies or parts joined by means of silver solder and will result in a more durable, even finish on the entire assembly. These “bare spots” occur because conventional black oxide processes are designed to blacken steel only and will not blacken the silver soldered areas. Mix 1 pound per gallon of water at an operating temperature of 160° F – 180° F.
Protective Coatings
MP-330: Meets requirements of MIL-DTL-16232 and A-A-59267 for Type M coatings. MP-330 also meets the following automotive specifications: Ford M-3B40A, GM4277-M and Chrysler MS-3328.
MP-330 produces a crystalline manganese phosphate coating for steel and iron surfaces with coating weights up 5000 mgs/square foot. (Will not adhere to stainless, copper, brass, aluminum or bronze). MP-330 produces a dark black color on finished work and may have fine, medium or coarse crystals depending on the pretreatment used.
ZP-440: Meets AMC 120126 specifications, Ford S-2, GM 4435M and Chrysler PS-80.
ZP-440 produces a crystalline zinc phosphate coating for steel and iron surfaces. (Will not adhere to stainless, copper, brass, aluminum or bronze). Du-Lite’s Kwikseal® Oil aids rapid break-in of moving parts without scoring or scuffing and provides excellent corrosion resistance from rust. ZP-440 produces a light gray color on finished work and may have fine, medium or coarse crystals depending on the pretreatment used.
Bath Additives
Black Bath Purifier: Du-Lite’s Black Bath Purifier has been developed to overcome metal contamination problems in the black oxide bath. Contamination can be caused by copper or red iron oxide in the solution and a bath that has become contaminated will produce work with an undesirable red color or red tint. This should not be confused with hardened, welded, ground or heat-treated steel parts that have a rusty red appearance after being black oxide treated and rinsed. The parts appear rusty red because the operating temperature of the blackening bath is too high (298° F and above). Black Bath Purifier overcomes these red effects by eliminating the contaminants in the blackening bath. The red color from copper contaminants disappears completely, while the red color caused by iron oxide buildup will rinse away in the final cold water rinse. Black Bath Purifier helps maintain a more active blackening bath and insures that these contaminants will not become a problem. Cast metal parts, i.e. rifle and shotgun receivers, slides, frames, triggers and hammers which turn red in one to 14 days after black oxiding contain too much silicone in the casting metal itself. The silicone is added at the factory to aid in the pouring of the metal. Black Bath Purifier cannot help eliminate red work in parts that contain too much silicone (more than 0.5%) in the casting metal itself. Parts with this condition are successfully processed by using Du-Lite’s 3-0 Process for cast iron and stainless steel.
Black Bath Purifier should be added to your tank on a weekly basis at a concentration of 1-2 oz per 10 gallons of blackening solution. Since excess Purifier can produce green effects on processed work, do not add more than the recommended amount per week.
Waste Water Treatment Compound: All rinse water used in the Du-Lite black oxide process must be treated before discharge to your septic system or local sanitary sewer system. Before disposing of rinse water, you should contact environmental authorities in your area to be certain that no law will be violated by using these disposal procedures. Du-Lite’s Waste Water pH Treatment Compound is a white granule powder. For best results when treating wastewater, mix Du-Lite’s Waste Water pH Treatment Compound, 16 oz. per gallon, with cold water.
PH Plus Compound: Chemical used to raise the ph level of the waste water solution to a neutral ph of 7 for proper disposal.
Waste Water Settling Aid: Chemical mixed in to the waste water solution that aids in settling un-dissolved metals to the bottom of the treatment tank.
Occluded Salt Treatments
To removal or neutralize trapped or retained salts from treated parts.
SD Compound: SD Compound is a petroleum based material. Do Not Dilute SD Compound, it is used straight as received, at a temperature of 215° F – 220° F. Emerge parts in SD Compound SLOWLY because foaming will occur. This foaming is due to the moisture in the parts being turned into steam and the occluded salts being released. When the foaming action in the SD Compound stops, approximately 10-15 minutes, the process is complete and the parts are ready for transfer directly to Du-Lite’s Kwikseal or Kwikseal A.
Necco #2: Du-Lite’s NECCO #2 is a dry granular material which, when mixed with water, forms a dilute acid solution which penetrates into areas where salts are trapped. NECCO #2 neutralizes these salts to prevent “blooming” and “bleed out” from occurring. Immerse parts in a bath of NECCO #2, at a temperature of 180° F – 200° F and a concentration of 3 oz. per gallon. Immersion time will vary depending on the type of work being processed.
Water Displacing Rust Preventative Oils
Kwikseal: Meets Spec MIL-C-16173E Class II, Grade 3 & AMS-3065H Used as a final protective coating to seal and protect black oxide and phosphated work. KWIKSEAL is applied after the final cold water rinse. It is not necessary that your parts be completely dry before treating with KWIKSEAL but, excess moisture should be shaken off before immersion. Because KWIKSEAL is an water displacing oil, any excess water entering the oil tank will settle to the bottom. This excess water can be drained off the next day by a small petcock valve located at the bottom of the tank. After parts have been treated with KWIKSEAL, the solvent in the oil evaporates, leaving a slightly oily film and waxing agent behind.
Kwikseal A: Similar as KWIKSEAL but contains more solvents. When allowed to dry, KWIKSEAL-A will leave a thinner oil film than KWIKSEAL.
Kwikseal D: Developed to leave a dry-to-touch finish which is desirable on casting and forged steel parts to prevent rusting. KWIKSEAL-D is an ideal rust preventative for blister packaged parts. Its dry-to-touch film will not stain the backing cards used in the packaging.
RG-55: Meets Spec MIL-C-16173E Class II, Grade 3 & AMS-3065H A solvent-based, water displacing rust preventative oil which can be applied by dipping, spraying or brushing. RG-55 can be used in a plain steel tank as a final protective coating for castings, forgings, die sets, machined and steel parts to prevent rusting while in storage. After parts have been treated with RG-55, the solvent in the oil evaporates, leaving a slightly oily film and waxing agent behind.
RG-65: A rust preventative oil which is similar to RG-55 except that it is manufactured with an odorless solvent. RG-65 was formulated especially for customers who work in a confined or closed area where some strong product odors may be offensive.
Reviews
There are no reviews yet.